2025-05-01 00:00:55
2025-05-01 00:00:55
在自动化生产线上,单轴机械手的精准运作与灵活定位是实现高效生产的关键。面对取物位置的变动,如何调整机械手以确保其稳定运行?同时,机械手的定位精度、机身固定以及CCD与机械手的协同定位,都是影响生产效率与产品质量的重要因素。本文将深入探讨这些问题,从机械手的运行方式、定位精度、固定方法,到C🈚【】CD与机械手的协同定位技术,全方位解析机械手的调整与优化策略,助力您的生产线迈向更高层次的自动化与智能化。
1. 亲爱的朋友,能为你解答问题,我深感荣幸。首先,让我们深入探讨一下循环时间的概念,你是否已经透彻理解?机械手的运作机制,你是否已经从根本上掌握了其精髓?【名词解释】再循环时间,指的是注塑机在全自动模式下,完成一个完整的生产周期后,所经历的那段静默等待的时光,它静候着下一道循环指令的到来,如同一位蓄势待发的舞者,等待着新的旋律响起。
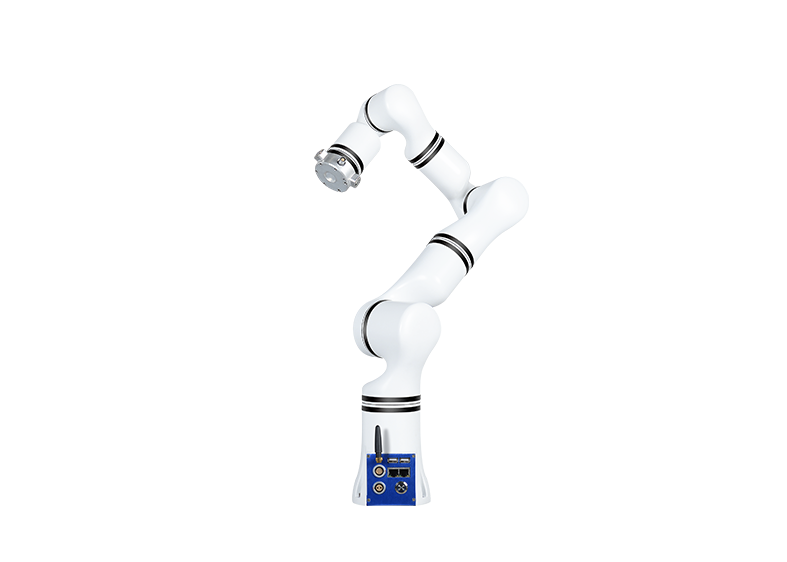
2. 机械手的运行方式,宛如舞蹈中的三种不同步伐:大地坐标、工具坐标与工件坐标。它们各自适用于不同的场景,如同舞者根据音乐节奏变换步伐:1、大地坐标,它是机械手的内在基石,原点坐落于基座之上,虽不常直接亮相于舞台,却是支撑一切动作的基础;2、工具坐标,它以机械手所夹持的工具之关键点为起点,构建起一个独特的坐标系,常见于喷涂机械手的精准演绎中;3、工件坐标,这一坐标体系虽在此未完全展开,却也预示着它在特定场景下的重要性。
3. 在实际使用中,当模具缓缓开启,机械手优雅地下降,宛如一位精准的舞者,轻巧地拾取物品。在这一刻,它会敏锐地捕捉中模板的信号,确保每一个动作都精准无误,如同舞台上的每一个转身与跳跃,都凝聚着舞者的智慧与技艺。
1. 应该是重复定位精度吧,重复定位精度是指机械手重复运动7次,实际达到的位置与理论目标位置的差距,用千分表或激光干涉仪检测的精度。
2. 机器人的每个轴基本都是伺服电机驱动的,伺服电机自带编码器,编码器可以反馈每个轴的位置环,速度环以及力矩环。
3. 有两种方式,一种是相对定位法,第二种是绝对定位法 相对定位法 航位推算法(DeadReckoning Method)是一种经典的相对定位法,也是扫地机器人目前最为广泛使用的一种定位方法。
1. 探究机器人中央手的拆解流程及其安全考量:在着手进行拆解之前,首要任务是切断射出机的电源供应,并关闭机械手的🐲气压源。此步骤至关重要,需细致检查电源是否已完全切断,电器控制箱内是否无水分与油污侵入。电器组件若受潮,切勿冒险开机,同时确认供电电压适配,前后安全门开关功能正常,以确保操作环境的安全无虞。
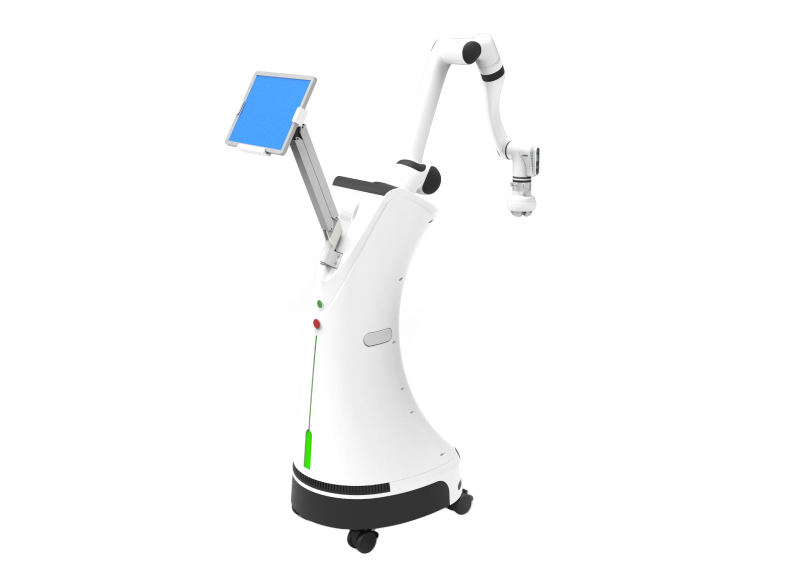
2. 手机支架的稳固艺术与自拍杆的灵动运用:通过微调手机支架的角度调节螺帽,巧妙旋转支架至理想位置,再借助夹子轻轻固定手机,实现稳固而便捷的拍摄准备。自拍杆的使用则更显智慧:首先,开启手机蓝🍍牙功能,搜索并配对自拍杆信号,建立连接桥梁。若手机原生相机软件无法与自拍杆蓝牙兼容,不妨探索并安装专为自拍设计的第三方软件,拓宽拍摄可能。
3. 机械手灵活转换与精准调校的艺术:在进行机械手水平至垂直的转换时,首要之举是关闭气压系统,手动精确调整其位置,以免擦伤模具或损伤机械手本身。随后,细致设定工作模式——吸附或夹持,确保无误后,🌅【】开启气压并手动运行一次,根据运行结果适时调整时间参数。最终,启动全自动模式,细致检验报警感应器的灵敏度,确保一切调整到位,为高效生产奠定坚实基础。
1. CCD和机械手的定位方法 CCD(电荷耦合器件)和机械手的定位涉及到省兴派图像处理和精密控制技术。以下是CCD和机械手定位的基本步骤:来自平台坐标获取:首先,需要获取平台的坐标。这是已知的,对于自动钻孔机来说,平台坐标系代表了钻孔机的工作区域,通常包括X轴和Y轴。
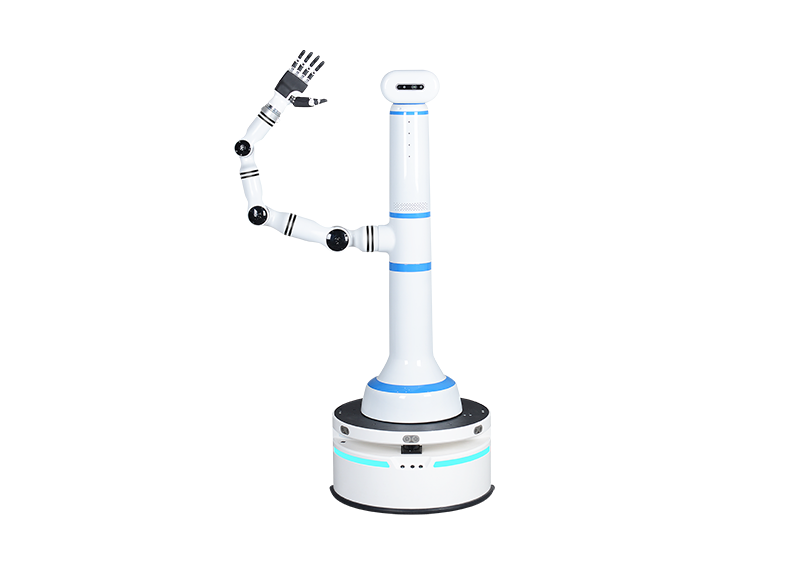
2. 机械手确保精确定位的方法包括使用高精度的伺服电机驱动、采用PLC脉粒免土云逐冲输出信号控制步进电机、安装传感器进行实时检高志字静个他显测和反馈、使用专业软件进行轨迹规划和编程控制、以及通过校准和测旧组武试来消除误差。
3. 以下是几种快速准确定位的机械手:六维力传感器:六维力传感器是一种能够测量力和扭矩在三个正交方向上的分量的传感器,它能够帮助机械手实现快速准确定位。这种传感器通常用于精密装配、机器人校准等领域。
通过对单轴机械手取物位置变动的调整方法、机械手的定位技术、机身固定方式以及CCD与机械手的协同定位等方面的详细探讨,我们不难发现,机械手的精准运作与高效定位是自动化生产线高效运行的重要保障。在实际应用中,我们需要根据生产需求与现场环境,灵活调整机械手的各项参数,确保其稳定运行并发挥最佳性能。同时,随着技术的不断进步,CCD与机械手的协同定位技术将越来越成熟,为自动化生产带来更多的便利与可能。让我们携手共进,不断探索与创新,共同推动自动化生产技术的发展与升级。

微信公众号

抖音号

视频号
©2024 智能科技(北京)有限公司 版权所有 | 备案:鲁ICP备12020594号 | 网站地图

































 上一个
上一个